ドリルタップとは、一本で下穴加工とねじ切りが同時にできる工具のことです。工具の先端部分がドリルとなっており、そのすぐ上がタップとなっているのが特徴。先端部分でワークに下穴をあけた後、連続してタップ部分でねじ山を立てていきます。
通常、雌ねじ加工では、ドリル等でワークに下穴を開けたあと、タップを使用して下穴の中にねじ山を形成するため、工具の交換が伴います。ドリルタップは、この一連の作業を同時にできるため、工具交換が不要。作業効率の良さがメリットです。
ドリルタップは、切削機械のほか、電動ドライバーやショックドライバー等に取り付けできるものもあります。後者であれば、大きな機械設備を必要としないため作業場所を取らず、持ち運んで雌ねじ加工することが可能です。
また、狭い場所へのねじ加工も手軽に行うことができます。その利便性の高さから、雌ねじの加工だけでなく、ねじ山の修正でも使用されることが多いです。
ハイスドリルタップは、工具本体の材質に高速工具鋼(ハイス)を使用している工具です。ハイスとは、タップに広く使用される一般的な材質の一つです。靱性と耐摩耗性が高く、一般的な被削材での使用に適しています。
スパイラルドリルタップは、タップ部分にねじれ溝がついた工具です。一般的なドリルタップは進行方向から切り屑が排出されますが、スパイラルドリルタップの場合は、逆方向から排出されるのが特徴となっています。
六角軸ドリルタップは、シャンク(柄)の部分が六角形の形状をした工具です。この形状により、電動ドライバーなどへの着脱を容易に行うことができます。ドライバーごと持ち運んでの作業に最適です。
まず、ドリルタップを、切削加工機や電動ドライバー、ショックドライバー等に取り付けます。被削材に対して垂直に立て、ドリルタップを押し込んでいきます。この際、ドリルタップが傾いてしまうと、ねじ穴も傾いてしまいネジが回せなくなるため注意が必要です。
また、ねじ穴の大きさや深さによって、使用するタップのサイズが異なるため、事前に適切なサイズのタップを選ぶことが重要です。さらに、タップの種類によって適用できる被削材の種類も異なるため、加工前に確認を取るようにしましょう。
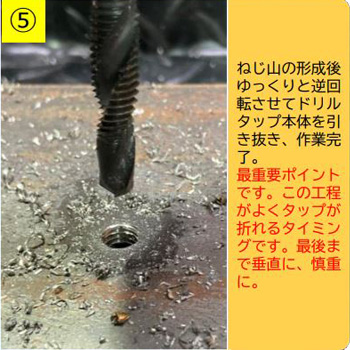
写真は、ドリルタップで下穴とねじ切りを同時に行った後のものです。ドリルタップを使用する際は、垂直を維持しながら加工を進めますが、加工後にタップを抜く際も同様に垂直を保つことが重要です。これにより、タップの破損を軽減できます。
ドリルタップは、下穴とねじ切りを同時に行えるため、作業の手間を省ける点が魅力です。電動ドライバーなどで場所を選ばず加工できる一方、加工時には垂直を維持するコツが必要となります。また、被削材やねじ穴に応じて、適切なドリルタップを選ぶことが大切です。
本サイトでは、ドリルタップ以外のタップの種類、メーカーなどについてもご紹介していますので、以下のリンクから他のページも是非チェックしてみて下さい。
当サイトでは「切削トラブル」「耐久性」「加工精度」など、現場で起きやすい悩みに合わせて、各メーカーの製品情報を整理しています。製品選びに迷った際は、ぜひ「タップメーカー3選」をご覧ください。


