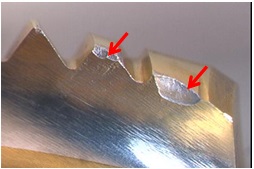
タップの欠けとは、ねじ部や食付き部の刃が欠けることを指します。欠けが起きたタップを使い続けると、加工精度が低下し、ネジ山の精度不良やバリの発生につながります。また、欠けた部分に無理な力が加わり、タップ折れの原因にもなるため、早めの対処が必要です。
切削速度が適切でないと、刃先に過度な負荷がかかり欠けの原因になります。摩耗したタップを無理に使い続けることでもリスクが高まります。
タップ加工時に切り屑の排出が不十分だと、次の加工がはじまる際にタップが切り屑を巻き込み、刃欠けが起こる恐れがあります。特にスパイラルタップでは、切り屑排出性能が重要となるため、使用するホルダーや治具の見直し、切削条件の最適化が必要です。
加工材に対して適していないタップを使用すると、加工条件と刃先形状のミスマッチにより、刃欠けが起こりやすくなります。 特に、硬度の高い被削材に対して汎用のHSS(高速度鋼)タップを使用すると、摩耗やチッピングが発生しやすくなるため、注意が必要です。
刃欠けの主な要因は、刃先形状と被削材との適合性です。
一般的に:
軟らかい材料向けのタップ:切削抵抗を抑えるため、刃先を鋭く設計(すくい角を強く)します。
硬い材料向けのタップ:刃先の耐久性を確保するため、刃先を鈍く設計(すくい角を弱く)します。
そのため、軟材用タップを硬材に使用すると、刃先が鋭いために強度が不足し、摩耗や欠けが起きやすくなるという現象が生じます。
HSS(高速度鋼)タップは汎用性が高いものの、耐摩耗性や硬度が必要な加工には不向きです。
超硬合金製タップやコーティング(TiN、TiCN、AlTiNなど)されたタップは、高硬度材への加工で耐久性・靭性を補う目的で使用されます。
超硬タップはHSSに比べて靭性(粘り)は劣るものの、高硬度・高耐摩耗性を活かして欠けを抑制する設計になっています。
スパイラルタップは構造上、タップの進行方向・切りくずの排出方向・切削油の給油方向が交錯します。三方向が交わるため、偶然的に切りくずを巻き込むリスクが残ります。
見落とされがちなのが、加工終了後にタップを引き抜く逆転時の挙動です。レリーフ部に切りくずが噛み込み、引き抜きの瞬間に欠けるケースも起こり得ます。
回転速度を最適に設定することで、刃先への過負荷を防げます。メーカーが公開する条件との整合確認も重要です。
シャンク長やホルダーサイズの見直し、切削油の選定で、切り屑の排出性を改善できます。これによりチッピングの発生も抑制されます。
超硬タップやコーティング付きタップは、優れた耐摩耗性を持ち、長寿命化に貢献します。ただし、超硬材は靭性が低く、衝撃や断続的な負荷に対しては欠けやすいという特性もあるため、使用条件や被削材の性質に応じた選定が重要です。
安価な製品では耐久性が劣り、欠けやすくなることがあります。信頼できるメーカーの製品を使うことで、安定性と長寿命が期待できます。
欠けの兆候を見逃して使い続けると、被害は雪だるま式に拡大します。噛み込み放置→欠け→折損→除去困難・復旧コストという因果はどの現場にも共通します。
特に深刻なのが折損後のリカバリーです。ハイス鋼など硬いタップが被削材内に折れ込むと、通常の切削工具では除去できません。専用の折損タップ除去用工具(ドリルタイプ・手作業工具タイプ)や放電加工機を要し、段取り替えと加工時間の損失が一気に膨らみます。
欠けの兆候が見えた段階で早期交換と条件見直しを行うことが、トータルコストを抑えるルートです。
タップの欠け(チッピング)は、過剰な負荷や切り屑排出不良などが原因です。それでも改善されない場合は、メーカーの変更も視野に入れた方が良いでしょう。
当サイトでは「切削トラブル」「耐久性」「加工精度」など、現場で起きやすい悩みに合わせて、各メーカーの製品情報を整理しています。製品選びに迷った際は、ぜひ「タップメーカー3選」をご覧ください。


